Indukcijsko zagrijavanje, kaljenje i indukcijsko taljenje metala
Najsavršeniji način grijanja je onaj kod kojeg se toplina stvara neposredno u grijanom tijelu. Ovaj način grijanja se vrlo dobro izvodi propuštanjem električne struje kroz tijelo. Međutim, izravno - uključivanje grijanog tijela u električni krug nije uvijek moguće iz tehničkih i praktičnih razloga.
U tim slučajevima savršen tip grijanja može se ostvariti indukcijskim grijanjem, gdje se toplina stvara i u samom grijanom tijelu, čime se eliminira nepotrebna, obično velika, potrošnja energije u stijenkama peći ili drugim grijaćim tijelima. Stoga, unatoč relativno niskoj učinkovitosti generiranja struja povećane i visoke frekvencije, ukupna učinkovitost indukcijskog grijanja često je veća od s drugim načinima grijanja.

Indukcijska metoda također omogućuje brzo zagrijavanje nemetalnih tijela ravnomjerno po cijeloj njihovoj debljini.Slaba toplinska vodljivost takvih tijela isključuje mogućnost brzog zagrijavanja njihovih unutarnjih slojeva na uobičajeni način, odnosno dovođenjem topline izvana. Kod indukcijske metode toplina se stvara na isti način iu vanjskim iu unutarnjim slojevima, a može čak postojati opasnost od pregrijavanja potonjih ako se ne izvrši potrebna toplinska izolacija vanjskih slojeva.
Osobito vrijedno svojstvo indukcijskog grijanja je mogućnost vrlo visoke koncentracije energije u grijanom tijelu, lako podložne preciznom doziranju. Samo električni luk može se dobiti isti red gustoće energije, ali ovu metodu grijanja je teško kontrolirati.
Karakteristike i dobro poznate prednosti indukcijskog grijanja stvorile su široke mogućnosti za njegovu primjenu u mnogim industrijama. Osim toga, omogućuje vam stvaranje novih vrsta struktura koje uopće nisu izvedive za konvencionalne metode toplinske obrade.

Fizički proces
U indukcijskim pećima i uređajima toplina u elektrovodljivom zagrijanom tijelu oslobađa se strujama koje u njemu inducira izmjenično elektromagnetsko polje. Na taj način se ovdje odvija izravno zagrijavanje.
Indukcijsko zagrijavanje metala temelji se na dva fizikalna zakona: Faraday-Maxwellov zakon elektromagnetske indukcije i Joule-Lenzov zakon. Postavljaju se metalna tijela (praznine, dijelovi i sl.). izmjenično magnetsko polje, koji u njima diže vihor električno polje… EMF indukcije određen je brzinom promjene magnetskog toka. Pod djelovanjem indukcijskog EMF-a, u tijelima teku vrtložne struje (zatvorene unutar tijela) pri čemu se oslobađa toplina prema Joule-Lenzovom zakonu… Ovaj EMF nastaje u metalu naizmjenična struja, toplinska energija koju oslobađaju te struje uzrokuje zagrijavanje metala. Indukcijsko grijanje je izravno i beskontaktno. Omogućuje postizanje temperature dovoljne za topljenje najvatrostalnijih metala i legura.
Intenzivno indukcijsko zagrijavanje moguće je samo u elektromagnetskim poljima visokog intenziteta i frekvencije, koja se stvaraju posebnim uređajima - induktorima. Induktori se napajaju mrežom od 50 Hz (instalacije industrijske frekvencije) ili zasebnim izvorima energije — srednje i visokofrekventnim generatorima i pretvaračima.
Najjednostavniji induktor niskofrekventnih uređaja za neizravno indukcijsko grijanje je izolirana žica (produžena ili namotana) smještena unutar metalne cijevi ili postavljena na njezinu površinu. Kako struja teče kroz žicu induktora u cijevi, ona se zagrijava vrtložne struje… Toplina iz cijevi (može biti i lončić, posuda) prenosi se na zagrijani medij (voda koja teče kroz cijev, zrak itd.).
Indukcijsko zagrijavanje i kaljenje metala
Najraširenije izravno indukcijsko zagrijavanje metala na srednjim i visokim frekvencijama. Za to se koriste induktori s posebnim dizajnom. Induktor emitira elektromagnetski val, koji padne na ugrijano tijelo i u njem umre. Energija apsorbiranog vala se u tijelu pretvara u toplinu. Koeficijent zagrijavanja je to veći što je oblik emitiranog elektromagnetskog vala (plosnati, cilindrični i sl.) bliži obliku tijela. Stoga se plosnati induktori koriste za zagrijavanje ravnih tijela, cilindrični (solenoidni) induktori koriste se za cilindrične izratke.U općem slučaju mogu imati složen oblik zbog potrebe da se elektromagnetska energija koncentrira u željenom smjeru.
Karakteristika unosa indukcijske energije je mogućnost regulacije prostornog rasporeda zone strujanja vrtložne struje.
Prvo, vrtložne struje teku u području koje pokriva induktor. Zagrijan je samo onaj dio tijela koji je u magnetskom kontaktu s induktorom, bez obzira na ukupnu veličinu tijela.
Drugo, dubina zone kruženja vrtložnih struja, a time i zona oslobađanja energije, ovisi, među ostalim čimbenicima, o frekvenciji struje induktora (povećava se na niskim frekvencijama i smanjuje s povećanjem frekvencije).
Učinkovitost prijenosa energije od induktora do grijane struje ovisi o veličini razmaka između njih i povećava se kako se smanjuje.

Indukcijsko grijanje se koristi za površinsko kaljenje čeličnih proizvoda, zagrijavanjem za plastičnu deformaciju (kovanje, utiskivanje, prešanje itd.), taljenje metala, toplinsku obradu (žarenje, popuštanje, normaliziranje, kaljenje), zavarivanje, nanošenje slojeva, lemljenje metala.

Neizravno indukcijsko grijanje koristi se za zagrijavanje procesne opreme (cjevovodi, spremnici itd.), zagrijavanje tekućih medija, sušenje premaza, materijala (na primjer, drva). Najvažniji parametar instalacija indukcijskog grijanja je frekvencija. Za svaki proces (površinsko kaljenje, zagrijavanjem) postoji optimalno frekvencijsko područje koje daje najbolje tehnološke i ekonomske pokazatelje. Za indukcijsko zagrijavanje koriste se frekvencije od 50 Hz do 5 MHz.
Prednosti indukcijskog grijanja
1) Prijenos električne energije izravno u zagrijano tijelo omogućuje izravno zagrijavanje vodljivih materijala. U ovom slučaju, brzina zagrijavanja je povećana u usporedbi s instalacijama s neizravnim djelovanjem, gdje se proizvod zagrijava samo s površine.
2) Prijenos električne energije izravno u grijano tijelo ne zahtijeva kontaktne uređaje. Pogodan je u uvjetima automatizirane proizvodne proizvodnje, kada se koriste vakuum i zaštitna sredstva.
3) Zbog fenomena površinskog efekta najveća snaga se oslobađa u površinskom sloju zagrijanog proizvoda. Stoga indukcijsko zagrijavanje tijekom hlađenja osigurava brzo zagrijavanje površinskog sloja proizvoda. To omogućuje postizanje visoke površinske tvrdoće dijela s relativno viskoznim medijem. Indukcijsko površinsko kaljenje je brže i ekonomičnije od ostalih metoda površinskog kaljenja.
4) Indukcijsko grijanje u većini slučajeva poboljšava produktivnost i poboljšava radne uvjete.
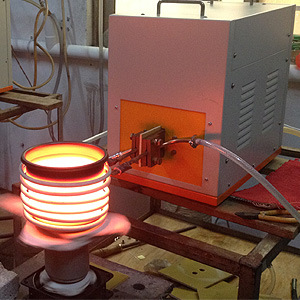
Indukcijska peć za taljenje
Indukcijska peć ili uređaj mogu se smatrati vrstom transformatora u kojem je primarna zavojnica (induktor) spojena na izvor izmjenične struje, a samo grijano tijelo služi kao sekundarna zavojnica.
Radni proces indukcijskih peći za taljenje karakterizira elektrodinamičko i toplinsko kretanje tekućeg metala u kupki ili lončiću, što pridonosi dobivanju metala istog sastava i njegove ujednačene temperature u cijelom volumenu, kao i niske količine metalnog otpada (nekoliko puta manje). neznatno nego u lučnim pećima).
Indukcijske peći za taljenje koriste se u proizvodnji odljevaka, uključujući oblikovane, od čelika, lijevanog željeza, obojenih metala i legura.
Indukcijske peći za taljenje mogu se podijeliti na industrijske frekventne kanalne peći i industrijske, srednje i visokofrekventne peći za taljenje.
Indukcijska kanalska peć je transformator, obično na frekvenciji struje (50 Hz). Sekundarni namot transformatora je namot rastaljenog metala. Metal je zatvoren u prstenastom vatrostalnom kanalu.
Glavni magnetski tok inducira EMF u metalu kanala, EMF stvara struju, struja zagrijava metal, stoga je indukcijska kanalska peć slična transformatoru koji radi u kratkom spoju.
Induktori kanalnih peći izrađuju se od uzdužne bakrene cijevi, hlade se vodom, kanalni dio ložišta hladi se ventilatorom ili centraliziranim zračnim sustavom.

Kanalne indukcijske peći dizajnirane su za kontinuirani rad s rijetkim prijelazima iz jedne klase metala u drugu. Kanalne indukcijske peći uglavnom se koriste za taljenje aluminija i njegovih legura, kao i bakra i nekih njegovih legura. Ostale serije peći specijalizirane su kao miješalice za držanje i pregrijavanje tekućeg željeza, obojenih metala i legura prije lijevanja u kalupe za ljevanje.
Rad indukcijske peći na loncu temelji se na apsorpciji elektromagnetske energije vodljivim nabojem. Ćelija je smještena unutar cilindričnog svitka - induktora. S električnog gledišta, indukcijska peć je kratkospojeni zračni transformator čiji je sekundarni namot vodljivi naboj.
Indukcijske lončane peći uglavnom se koriste za taljenje metala za tlačni lijev u šaržnom načinu rada i, neovisno o načinu rada, za taljenje određenih legura, poput bronce, koje nepovoljno utječu na oblogu kanalnih peći.