Detekcija kvarova u kontaktnim spojevima rasklopnih i nadzemnih vodova
Kao što znate, ovisno o dizajnu, namjeni, načinu spajanja materijala, području primjene i drugim čimbenicima, postoje kontaktni spojevi s vijcima, zavareni, lemljeni i naborani (prešani i upleteni). Daljinske odstojne žice također se mogu odnositi na kontaktne veze.
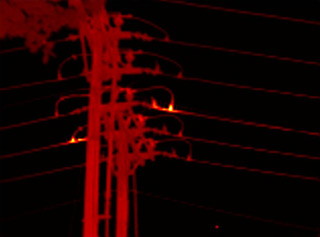
Defekti zavarenih kontaktnih spojeva
Tijekom rada u kontaktnim spojevima izvedenim zavarivanjem, uzroci nedostataka mogu biti: odstupanja od navedenih parametara, podrezivanja, mjehurići, špilje, nepropusnost, ulegnuća, pukotine, uključci troske i plina (šupljine), nezabrtvljeni krateri, spaljivanje žice jezgre, divergencija spojenih žica, pogrešan izbor stezaljki, nedostatak zaštitnih premaza na spojevima itd.
Tehnologija toplinskog zavarivanja ne osigurava pouzdan rad zavarenih spojnica za žice velikog poprečnog presjeka (240 mm2 i više).To je zbog činjenice da zbog nedovoljnog zagrijavanja tijekom zavarivanja žica koje se spajaju i neravnomjerne konvergencije njihovih krajeva, vanjski slojevi su spaljeni, nedostatak prodiranja, skupljanje praznina i troske pojavljuju se na mjestu zavarivanja. Zbog toga dolazi do smanjenja mehaničke čvrstoće zavarenog spoja, što pri mehaničkim opterećenjima manjim od proračunatih dovodi do loma (spaljivanja) žice u petlji sidra.


Greške u zavarivanju u petljama potpore sidra dovele su do hitnih isključenja kratkotrajnih nadzemnih vodova. Ako pojedinačne žice puknu u zavarenom spoju, to dovodi do povećanja kontaktnog otpora i njegove temperature. Brzina razvoja kvarova u ovom će slučaju značajno ovisiti o nizu čimbenika: vrijednosti struje opterećenja, naponu žice, učinku vjetra i vibracija itd. Na temelju provedenih eksperimenata utvrđeno je da:
-
smanjenje aktivnog presjeka vodiča za 20 — 25% zbog loma pojedinih vodiča ne može se detektirati tijekom IC kontrole iz helikoptera, što je povezano s niskom emisijom vodiča, udaljenošću toplinskog izolatora od staza na 50 — 80 m, utjecaj vjetra, sunčevog zračenja i drugih čimbenika;
-
pri odbijanju neispravnih kontaktnih spojeva izrađenih zavarivanjem, pomoću termovizije ili pirometra, treba imati na umu da je stopa razvoja nedostataka u tim spojevima mnogo veća nego kod vijčanih kontaktnih spojeva s prešanjem;
-
defekti kontaktnih spojeva napravljeni zavarivanjem pri prekomjernoj temperaturi od oko 5 ° C, otkriveni termovizijskom kamerom tijekom pregleda nadzemnog helikoptera, trebaju se klasificirati kao opasni;
-
čelični rukavci koji nisu uklonjeni sa zavarenog dijela žice mogu ostaviti pogrešan dojam moguće grijanje, zbog velike emisivnosti grijane površine.

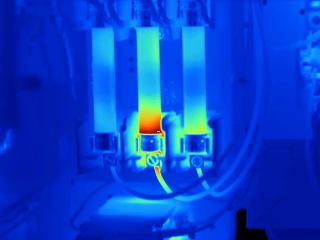
Defekti prešanih kontaktnih spojeva
U kontaktnim spojevima napravljenim prešanjem dolazi do nepravilnog odabira ušica ili rukavaca, nepotpunog umetanja jezgre u ušicu, nedovoljno utiskivanja, pomaka čelične jezgre u žičanoj spojnici itd. Kao što znate, jedan od načina da upravljanje spojenim konektorima je da se izmjeri njihov istosmjerni otpor.
 Kriterij za minimalni kontaktni spoj je otpor ekvivalentnog presjeka cijelog vodiča. Lijevani konektor smatra se povoljnim ako njegov otpor nije veći od 1,2 puta ekvivalentne duljine cijele žice.
Kriterij za minimalni kontaktni spoj je otpor ekvivalentnog presjeka cijelog vodiča. Lijevani konektor smatra se povoljnim ako njegov otpor nije veći od 1,2 puta ekvivalentne duljine cijele žice.
Kada se pritisne kvačilo, njegov otpor naglo pada, ali s povećanjem pritiska stabilizira se i neznatno se mijenja. Otpor konektora vrlo je osjetljiv na stanje kontaktne površine spojenih žica. Pojava aluminijevog oksida na kontaktnim površinama dovodi do naglog povećanja kontaktnog otpora konektora i povećanja stvaranja topline.
Neznatne promjene kontaktnog otpora kontaktnog spoja tijekom procesa prešanja, kao i s tim povezano slabo oslobađanje topline u njemu, ukazuju na nedovoljnu učinkovitost otkrivanja nedostataka na njima odmah nakon montaže pomoću infracrvenih uređaja.
Tijekom rada prešanih kontaktnih spojeva, prisutnost nedostataka u njima pridonijet će intenzivnijem stvaranju oksidnih filmova s povećanjem prijelaznog otpora i pojavom lokalnog pregrijavanja. Stoga se može pretpostaviti da infracrvena kontrola novih prešanih kontaktnih spojeva ne dopušta otkrivanje nedostataka prešanja i treba se provesti za konektore koji su bili u funkciji određeno razdoblje (1 godinu ili više).
Glavne karakteristike lijevanih konektora su stupanj uvijanja i mehanička čvrstoća. Kako se mehanička čvrstoća konektora povećava, njegov kontaktni otpor se smanjuje. Najveća mehanička čvrstoća konektora odgovara minimalnom električnom otporu kontakta.
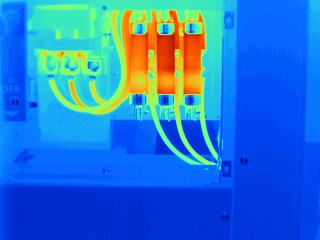
Defekti vijčanih kontaktnih spojeva
Kontaktni spojnici izrađeni s vijcima najčešće imaju nedostatke zbog nedostatka podložaka kod spajanja bakrene žice na ravnu stezaljku od bakra ili aluminijske legure, nedostatka Belleville opruga, zbog izravnog spoja aluminijskog vrha s bakrenim stezaljkama. unutarnje opreme s agresivnim ili mokrim okruženjem, kao rezultat nedovoljnog momenta pritezanja vijaka, itd.
Vijčani kontaktni spojevi aluminijskih sabirnica za velike struje (3000 A i više) nemaju dovoljnu stabilnost u radu.Ako kontaktne veze za struje do 1500 A zahtijevaju pritezanje vijaka svake 1-2 godine, tada slične veze za struje od 3000 A i više trebaju godišnji popravak, uz potrebno čišćenje kontaktnih površina. Potreba za takvom operacijom je zbog činjenice da je u cjevovodima za velike struje (autobusi elektrana i sl.) izrađenih od aluminija, proces stvaranja oksidnih filmova na površini kontaktnih spojeva intenzivniji.
Proces stvaranja oksidnih filmova na površini vijčanih kontaktnih spojeva olakšavaju različiti temperaturni koeficijenti linearnog rastezanja čeličnih vijaka i aluminijske tračnice. Pri prolasku struje kratkog spoja ili izmjenične struje kroz sabirnicu dolazi do vibracija, posebno kod dugačke sabirnice, te dolazi do deformacije (zbijanja) dodirne površine aluminijske sabirnice. U tom slučaju sila koja vuče dvije kontaktne površine autobusa slabi i sloj maziva između njih isparava. Kao rezultat stvaranja oksidnih filmova, kontaktna površina kontakata, tj. smanjuje se broj i veličina dodirnih područja (točaka) kroz koje prolazi struja, a istodobno raste gustoća struje u njima. Može doseći tisuće ampera po kvadratnom centimetru, zbog čega se zagrijavanje ovih točaka značajno povećava.
Temperatura potonje točke doseže točku taljenja kontaktnih materijala i kap tekućeg metala se formira između kontaktnih površina. Temperatura kapljica, povećavajući se, dostiže ključanje, prostor oko kontaktnog spoja je ioniziran, au reaktorskom postrojenju može nastati višefazni kratki spoj.Pod utjecajem magnetskih sila, luk se može pomicati gume RU sa svim posljedicama iz toga.
Radna iskustva pokazuju da, zajedno sa sabirnicama velike struje, kontaktne veze s jednim vijkom nemaju dovoljnu pouzdanost. Potonji, u skladu s GOST 21242-75, dopušteno je koristiti pri nazivnim strujama do 1000 A, ali su oštećeni već pri strujama od 400-630 A. Poboljšanje pouzdanosti kontaktnih veza s jednim vijkom zahtijeva niz tehničke mjere za stabilizaciju električnog otpora.
Proces razvoja nedostataka u vijčanom kontaktnom spoju u pravilu traje dugo i ovisi o nizu čimbenika: struja opterećenja, način rada (stabilno opterećenje ili promjenjivo), izloženost kemikalijama, opterećenje vjetrom, zatezanje vijaka sile, dostupnost stabilizacije kontaktnog pritiska itd.
Kontaktni otpor kontaktnog spoja postupno raste do određenog trenutka, nakon čega dolazi do oštrog pogoršanja kontaktne površine s intenzivnim oslobađanjem topline, što karakterizira hitno stanje kontaktnog spoja.
Slične rezultate dobili su stručnjaci iz Inframetrixa (SAD) tijekom toplinskih ispitivanja vijčanih kontaktnih spojeva. Porast temperature grijanja tijekom ispitivanja je postupan tijekom cijele godine, a zatim počinje razdoblje naglog porasta oslobađanja topline.
Defekti kontaktnih spojeva nastali uvijanjem
Oštećenja kontaktnih spojeva nastala uvijanjem nastaju uglavnom zbog grešaka u montaži.Nepotpuno uvijanje žica u ovalnim konektorima (manje od 4,5 okretaja) izvući će žicu iz konektora i slomiti ga. Netretirane žice stvaraju veliki kontaktni otpor, što dovodi do pregrijavanja žice u konektoru s mogućim pregorjevanjem. Postoje slučajevi ponovljenog izvlačenja gromobranske žice tipa AJS-70/39 iz ovalne spojnice marke SOAS-95-3 iz nadzemnih vodova 220 kV upredenih na manji broj zavoja.

 Zagrade razmaka
Zagrade razmaka
Nezadovoljavajući dizajn nekih verzija odstojnika, izloženost silama vibracija i drugi čimbenici mogu dovesti do habanja ili loma žica. U tom će slučaju kroz razmaknicu teći struja čija će vrijednost biti određena prirodom i stupnjem razvoja kvara.
Na temelju materijala "Infracrvena dijagnostika električne opreme distribucijskih uređaja" Autor Bazhanov S. A.