Mjerni instrument — nonijus, mikrometar, metalni šestar i metalno ravnalo
Glavni mjerni alati u procesu izvođenja popravaka su vernier, mikrometar, par šestara za metal i metalno ravnalo.
Uređaj za čeljust
Uz pomoć kalibra mjere se linearne veličine s točnošću do desetinke milimetra. Kao što možete vidjeti na slici, vernier je univerzalni uređaj koji vam omogućuje mjerenje vanjskih i unutarnjih dimenzija dijelova, kao i dimenzija udubljenja.
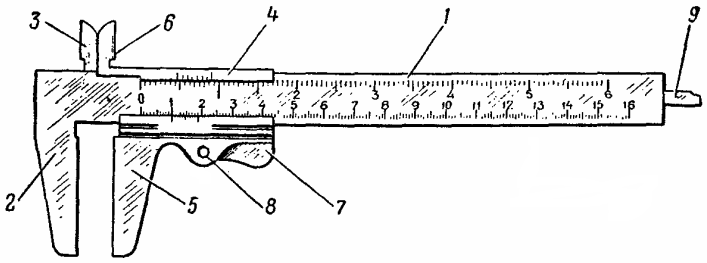
Riža. 1. Vernier: 1 — metričko ravnalo, 2, 3 — nepomične čeljusti, 4 — klizač, 5, 6 — pomične čeljusti, 7 — graničnik, 8 — os graničnika, 9 — ravnalo.
Sastoji se od šipke u obliku metričkog ravnala 1 s učvršćenim čeljustima 2 i 3 i klizača 4 s pomičnim čeljustima 5 i 6. Na poleđini metričkog ravnala nalazi se uzdužni utor u koji je postavljeno uže ravnalo 9 s širina od 4 — 5 nalazi se mm, čvrsto pričvršćena klizačem 4. Dakle, kada pomičete klizač duž metričkog ravnala 1, ravnalo 9 ide na odgovarajuću vrijednost iza kraja metričkog ravnala.
Za fiksiranje položaja klizača 4 tijekom mjerenja, on ima opružnu kočnicu, koja se otpušta pritiskom čepa 7 (u nekim izvedbama čeljusti, umjesto čepa je ugrađen vijak koji fiksira položaj klizača 4). nonijus okvir). Na motoru 4 nalazi se kosi rez na koji se nanosi nonijus.
Vernier (slika 2) je ljestvica duga 9 mm, podijeljena na 10 dijelova po 0,9 mm. U krajnjem lijevom položaju klizača čeljusti njegove čeljusti trebaju prilijegati čvrsto jedna uz drugu, dok krajevi metričkog i uskog ravnala trebaju biti na istoj liniji, a nulta podjela metričkog ravnala treba se poklapati s prvom linijom nonijus (dok se deseti dio nonijusa mora podudarati s devetim stupnjem podjele).
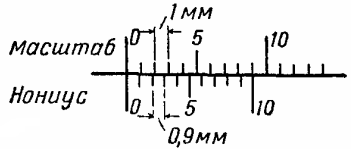
Riža. 2. Omjer podjeljaka nonijusa i mjerila metričkog ravnala
Kako koristiti čeljust
Za mjerenje, dio se postavlja između čeljusti čeljusti. Pomicanjem klizača potrebno je smanjiti čeljusti do čvrstog prianjanja na površinu mjerenog dijela. Veličina se broji po čeljusti sljedećim redoslijedom:
- položaj prvih rizika nonijusa određuje se u odnosu na podjelu metričkog ravnala;
- odrediti koji rizik nonijusa koincidira s rizikom (bilo kojeg) metričkog ravnala;
- očitavanje se vrši zbrajanjem dva očitanja.
Primjer (slika 3, a). Nulti rizik nonijusa nalazi se između 31. i 32. podjele metričkog ravnala, a njegov četvrti rizik poklapa se s nekim rizikom na ravnalu. U ovom slučaju, izmjerena vrijednost će biti 31,4 mm. Koja su očitanja čeljusti navedena u primjerima na sl. 3, b i c?
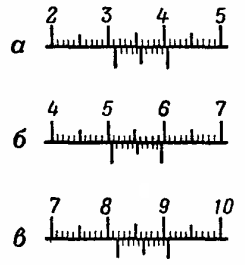
Riža. 3. Primjeri brojanja očitanja čeljusti
Odgovor: b — 50,8 mm; h — 81,9 mm.
Vernier mora biti zaštićen od udaraca, mehaničkih naprezanja i podmazan tankim slojem strojnog ulja radi sprječavanja korozije i zapinjanja pokretnih dijelova.
Nedavno su elektronička čeljust s uređajem za digitalno očitavanje stekla široku popularnost. Ovdje se također raspravlja o drugim vrstama mjerača: Kalibar - vrste i primjeri uporabe

Mikrometar
Mikrometar je jedan od najčešćih mjernih instrumenata. Na slici 4 prikazan je plosnati mikrometar, koji služi za vanjska mjerenja od 0 do 25 mm s točnošću od 0,01 mm.
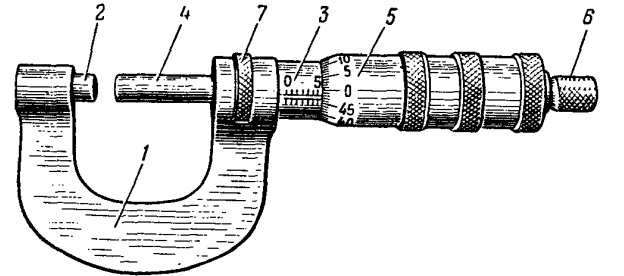
Riža. 4. Mikrometar: 1 — nosač; 2 — peta; 3 — rukavac; 4 — mikrometrijski vijak; 5 — bubanj; 6 — čegrtaljka kvačila; 7 — uređaj za zaključavanje
Mikrometar se sastoji od kopče 1 s petom 2, čahure 3 utisnute u stezaljku, mikrometarskog vijka 4, bubnja 5, spojke s čegrtaljkom 6 i uređaja za zaključavanje 7. Mikrometarski navoj je izrezan unutar čahure 3 s korak od 0,5 mm. Bubanj 5 je pričvršćen na mikrometarski vijak 4, koji također ima navoj s korakom od 0,5 mm. Stoga se s jednom rotacijom bubnja 5 mikrometarski vijak 4 pomiče u aksijalnom smjeru za 0,5 mm.
Na prednjoj strani navlake nalazi se uzdužna skala s podjelom od 0,5 mm. Po obodu bubnja 5, na njegovom zakošenom rubu, nalazi se također skala koja se sastoji od 50 podjeljaka ravnomjerno raspoređenih po obodu. Dakle, kada se bubanj zakrene za jedan podjeljak ljestvice označene na njegovom obodu, mikrometarski se vijak pomakne u aksijalnom smjeru za 0,01 mm.

Za mjerenje obratka, umetnite između krajeva pete 2 mikrometarska vijka 4. Zatim, okretanjem mikrometarskog vijka uz pomoć zaporne spojke, potrebno je stegnuti obradak između krajeva mikrometarskog vijka i pete.Tlačna sila izratka tijekom mjerenja ograničena je silom trenja. U ovom mikrometru, to je jednako 700 +200 g. Stoga se tijekom procesa mjerenja izradak ne deformira i štiti od oštećenja mikrometra.
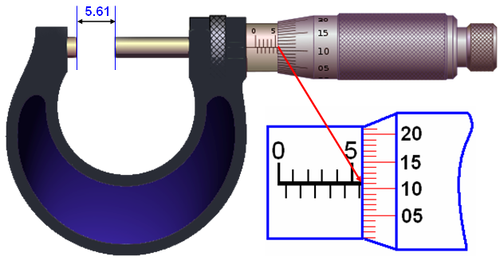
Mikrometarska očitanja se broje sljedećim redoslijedom. Najprije se broji broj milimetara na skali mikrometarske čahure (s točnošću od 0,5 mm) koja je ograničena krajem bubnja, zatim broj stotinki milimetra koji odgovara podjeli skale bubnja koja se nalazi nasuprot bubnju. os čahure axis.
Primjer. Na rukavnoj ljestvici broj 15, podjela od pola milimetra i dio sljedeće podjele od pola milimetra, 13. podjela skale bubnja poklapa se s osnom linijom ljestvice, stoga je veličina dijela 15,5 + 0,13 = 15 .63 mm.
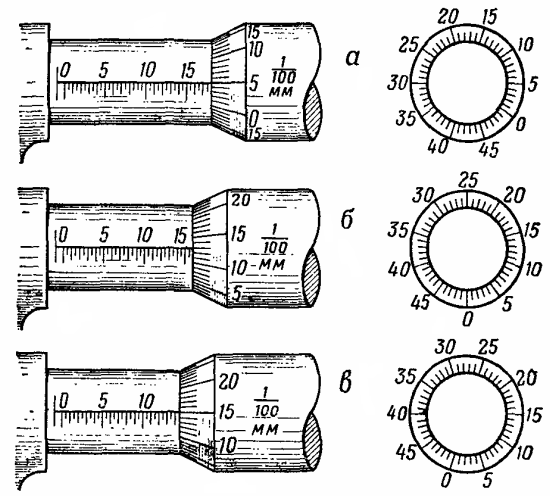
Riža. 5. Primjeri mikrometarskih očitanja: a — 17,55 mm; b — 15,63 mm; h — 14,15 mm
Krajevi mikrometarskog vijka i peta mikrometra moraju biti zaštićeni od udaraca i ogrebotina, što će smanjiti točnost mikrometarskih očitanja.
Metalno ravnalo
Za mjerenje udaljenosti između dviju točaka koristi se metalno ravnalo s točnošću od 1 — 0,5 mm. To je čelična traka graduirana u milimetrima.

Metalno ravnalo, kao i svaki mjerni uređaj, mora imati žig proizvođača. Ravnalo bez oznake ne smije se koristiti za mjerenja. Dovoljno je imati metalno ravnalo duljine 200 - 500 mm. Ravnalo treba biti ravno, ne nazubljeno, s jasno označenim dijelovima.
Kompas za metal
Šestar za metal služi za označavanje radova, crtanje krugova na površini čvrstih materijala i za mjerenja metodom prijenosa (mjerenjem veličine otopine nogu šestara metalnim ravnalom).

Šestar bi trebao imati zašiljene i malo otvrdnute vrhove na nogama. Zazor i prigušenje u spoju kompasa su neprihvatljivi.