Zavarivanje eksplozijom - što je to i kako se koristi
 Vrlo često u procesu projektiranja konstrukcija inženjeri se suočavaju s problemom odabira materijala — oni materijali koji su idealni za obavljanje nekih strukturnih funkcija nemaju potrebna svojstva da zadovolje druge operativne zahtjeve. Na primjer, materijal može imati dobru otpornost na koroziju, električnu vodljivost i toplinsku vodljivost, ali nedovoljnu tvrdoću ili otpornost na trošenje. Materijali proizvedeni zavarivanjem eksplozijom.
Vrlo često u procesu projektiranja konstrukcija inženjeri se suočavaju s problemom odabira materijala — oni materijali koji su idealni za obavljanje nekih strukturnih funkcija nemaju potrebna svojstva da zadovolje druge operativne zahtjeve. Na primjer, materijal može imati dobru otpornost na koroziju, električnu vodljivost i toplinsku vodljivost, ali nedovoljnu tvrdoću ili otpornost na trošenje. Materijali proizvedeni zavarivanjem eksplozijom.
Eksplozivno zavarivanje kao mogući tehnološki proces otkriveno je tijekom Drugog svjetskog rata, kada su nakon eksplozije bombi pronađeni fragmenti granata zavareni drugim metalnim predmetima. Početkom 1960-ih DuPont je razvio praktičan postupak eksplozivnog zavarivanja i patentirao ga u Sjedinjenim Državama.
Od tada se tehnologija zavarivanja eksplozijom brzo razvija i primjenjuje u mnogim područjima, od proizvodnje bimetala za naftnu industriju do zabrtvljenih spojeva u elektronici.Dijelovi dobiveni zavarivanjem eksplozijom omogućili su postizanje ranije nedostižne granice vijeka trajanja proizvoda - do 30 godina.
Proces zavarivanja eksplozijom je na prvi pogled prilično jednostavan. Metali koji se spajaju moraju biti postavljeni blizu jedan uz drugi s malim razmakom. Eksplozivni sloj ravnomjerno je raspoređen po gornjoj ploči. Dobivena sendvič struktura puca i nastaje novi strukturni materijal.
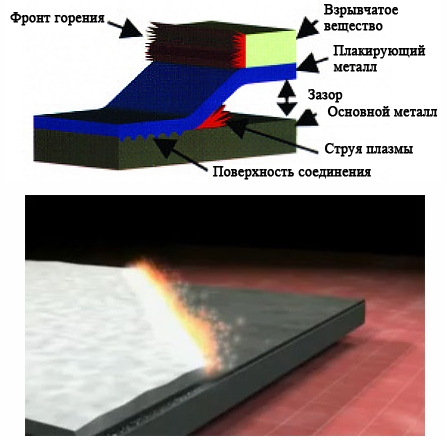
Postupak zavarivanja eksplozijom
Od dva odvojena i često potpuno različita materijala može se dobiti jedan zavareni metalni sastav. Bimetalna ploča zatim se mogu dalje obraditi (npr. valjati) za upotrebu u raznim proizvodima. Debljina sloja obloge nanesenog na osnovni metal može varirati od nekoliko desetinki milimetra do nekoliko desetaka centimetara.
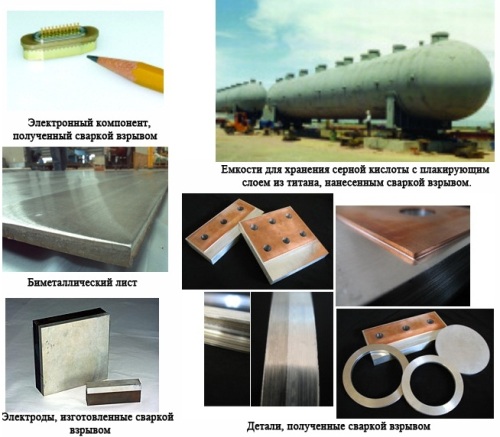
Primjeri proizvoda dobivenih eksplozivnim zavarivanjem
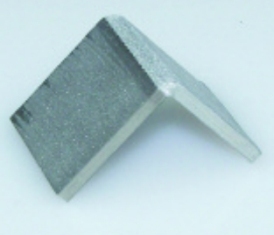
Nakon zavarivanja u pravilu je potrebno ravnanje dobivenog spoja koje se izvodi na valjcima ili na preši. Slijede kontrolne operacije — mehanička ispitivanja i ultrazvučno ispitivanje zavara.
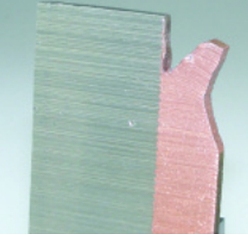
Ispitivanje zavarenog spoja dlijetom pokazuje da do loma ne dolazi duž zavara.
Zavareni uzorak nehrđajućeg čelika i aluminija podvrgava se ispitivanju na savijanje. Do loma je došlo u aluminiju, a ne u zavaru
U stvarnosti je, međutim, proces mnogo kompliciraniji. Da bi se dobio kvalitetan spoj bez raslojavanja, potrebna je pažljiva kontrola niza tehnoloških parametara, a proizvodnja visokokvalitetnih kompozita zahtijeva značajno iskustvo u ovoj stvari.
Najčešći eksploziv za zavarivanje je igdanit (mješavina amonijevog nitrata i ugljikovodika, najčešće dizela).
Količina eksploziva može jako varirati, ali većina operacija zavarivanja izvodi se pomoću eksploziva težine 10 ... 1000 kg. Očito, takav opasan posao ne može se obaviti u normalnoj proizvodnoj radionici za zavarivanje. Zavarivanje pjeskarenjem trebaju izvoditi ovlašteni i iskusni inženjeri daleko od mjesta gdje se nalaze ljudi. Potrebno je primijeniti mjere opreza vezane uz miniranje i skladištenje eksploziva.
Tijekom procesa zavarivanja u zoni izloženosti eksplozivu stvara se vrlo velika sila koja može doseći nekoliko stotina tisuća tona. Površinski atomski slojevi svakog od materijala koji se spajaju izloženi su mlazu plazme. Plazma potiče stvaranje metalne veze, u kojoj su metali međusobno odvojeni valentnim elektronima.
Na više makroskopskoj razini, zavareni spoj izgleda kao valovita linija duž smjera eksplozije. "Amplituda" formiranja vala ovisi o kutu i brzini detonacije. U ekstremnim slučajevima može biti toliko velik da rezultira neželjenim prazninama ispod vrhova vala. Kut detonacije obično je manji od 30 stupnjeva.
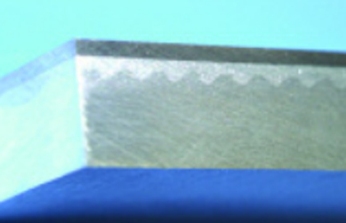
Na ovoj fotografiji je jasno vidljiva valovita priroda veze između dva metala.
Zavarivanje eksplozijom ima širok raspon materijala koji se moraju spojiti. U nekim slučajevima, kvaliteta kompozitnog zavarenog spoja može se poboljšati postavljanjem tankog međusloja između dva različita sloja. Sendviči od četiri ili više slojeva metala također nisu neuobičajeni.Ukupan broj mogućih kombinacija bimetala, prema stručnjacima, iznosi više od 260 opcija.
Korištenje bimetala dobivenih zavarivanjem eksplozijom može značajno produžiti životni vijek i povećati pouzdanost toplinske, ljevaoničke, naftne opreme, izmjenjivača topline i spremnika u kemijskoj industriji. U proizvodnji elektroda koriste se kompoziti čelik-aluminij.
Zavarene bimetalne ploče mogu se koristiti kao prijelazni elementi pri sastavljanju konstrukcija od različitih metala. Premazi za obloge od plemenitih metala mogu značajno smanjiti troškove dijelova koji su prethodno u potpunosti izrađeni od skupih materijala, a da se ne pogoršavaju, a ponekad čak i dobivaju mnogo veće tehničke karakteristike.
Eksplozivno zavarene konstrukcije uspješno se koriste u gradnji brodskih objekata jer mogu značajno smanjiti ili potpuno eliminirati elektrokemijsku koroziju u morskom okolišu. Tanki slojevi zaštitnih materijala nanesenih ovom metodom zavarivanja štite svemirske letjelice od zračenja.