Elektromotori visoke frekvencije
 Kod brušenja malih rupa potrebne su vrlo velike brzine brusnog vretena kako bi se postigle odgovarajuće brzine rezanja. Dakle, pri brušenju rupa promjera 5 mm s krugom promjera 3 mm pri brzini od samo 30 m / s, vreteno mora imati brzinu rotacije od 200 000 o / min.
Kod brušenja malih rupa potrebne su vrlo velike brzine brusnog vretena kako bi se postigle odgovarajuće brzine rezanja. Dakle, pri brušenju rupa promjera 5 mm s krugom promjera 3 mm pri brzini od samo 30 m / s, vreteno mora imati brzinu rotacije od 200 000 o / min.
Primjena za povećanje brzine remenskog pogona ograničena je najvećim dopuštenim okretajima remena. Brzina vrtnje vretena pogonjenih remenom obično ne prelazi 10 000 okretaja u minuti, a remenje klizi, brzo otkaže (nakon 150-300 sati) i stvara vibracije tijekom rada.
Pneumatski kotači velike brzine također nisu uvijek prikladni zbog vrlo značajne mekoće njihovih mehaničkih karakteristika.
Problem izrade brzohodnih vretena od posebne je važnosti za proizvodnju kugličnih ležajeva, gdje je potrebno visokokvalitetno unutarnje i žljebno brušenje. U tom smislu, u industriji alatnih strojeva i kugličnih ležajeva koriste se brojni modeli tzv.
Električno vreteno (slika 1) je trovrsno brusno vreteno s ugrađenim visokofrekventnim kaveznim motorom. Rotor motora nalazi se između dva ostruga na kraju vretena nasuprot brusnoj ploči.
Rjeđe se koriste konstrukcije s dva ili četiri nosača. U potonjem slučaju, osovina motora je spojena na vreteno pomoću spojke.
Stator motora vretena sastavljen je od elektročeličnog lima. Na sebi ima bipolarnu zavojnicu. Rotor motora pri brzinama vrtnje do 30-50 tisuća okretaja u minuti također je biran od metalnog lima i opremljen konvencionalnim namotom kratkog spoja. Nastoje smanjiti promjer rotora što je više moguće.
Pri brzinama iznad 50 000 o/min, zbog značajnih gubitaka, stator je opremljen kućištem s hlađenjem tekuće vode. Rotori motora namijenjenih za rad pri takvim brzinama izrađeni su u obliku čvrstog čeličnog cilindra.
Odabir vrste ležaja je od posebne važnosti za rad elektrovretena. Kuglasti ležajevi povećane točnosti koriste se pri brzinama vrtnje do -50 000 o/min.Takvi ležajevi moraju imati maksimalnu zračnost od najviše 30 mikrona, što se postiže pravilnim punjenjem. Ležajevi rade s predopterećenjem stvorenim pomoću kalibriranih opruga. Prilikom kalibriranja opruga s prednaprezanjem kugličnih ležajeva i odabira njihovog pristajanja potrebno je obratiti veliku pozornost.
Pri brzinama vrtnje iznad 50.000 okretaja u minuti, klizni ležajevi rade zadovoljavajuće kada se intenzivno hlade radnim uljem koje dovodi posebna pumpa. Ponekad se mazivo isporučuje raspršeno.
Visokofrekventna elektrovretena od 100.000 o/min također su izgrađena na aerodinamičkim ležajevima (ležajevi podmazani zrakom).
Proizvodnja visokofrekventnih elektromotora zahtijeva vrlo preciznu izradu pojedinih dijelova, dinamičko balansiranje rotora, preciznu montažu i osiguranje stroge ujednačenosti razmaka između statora i rotora.
Vezano uz navedeno, proizvodnja električnih vretena odvija se prema posebnim tehničkim uvjetima.
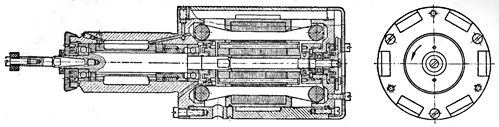
sl. 1. Visokofrekventno električno brusno vreteno.
Učinkovitost visokofrekventnih motora je relativno mala. To je zbog prisutnosti povećanih gubitaka čelika i gubitaka trenja ležajeva.
Dimenzije i težina visokofrekventnih elektromotora su relativno male.

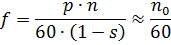
Riža. 2. Moderno visokofrekventno električno vreteno
Korištenje električnih vretena umjesto remenskih pogona u proizvodnji kugličnih ležajeva povećava produktivnost rada strojeva za unutarnje brušenje za najmanje 15-20% i oštro smanjuje odbacivanje u konusnosti, ovalnosti i čistoći površine. Trajnost brusnih vretena povećava se 5-10 puta ili više.
Primjena brzih vretena za bušenje rupa promjera manjeg od 1 mm također je od velikog interesa.
Frekvencija struje koja napaja visokofrekventni elektromotor odabire se ovisno o potrebnoj brzini vrtnje n elektromotora prema formuli
pošto je p = 1.
Dakle, pri brzinama vrtnje električnih vretena od 12.000 i 120.000 o/min, potrebne su frekvencije od 200 odnosno 2000 Hz.
Prethodno su za napajanje visokofrekventnih motora korišteni posebni visokofrekventni generatori.Sada se za te svrhe koriste statički pretvarači frekvencije na tranzistorima s efektom polja velike brzine.
Na sl. 3 prikazuje trofazni sinkroni indukcijski generator domaće proizvodnje (tip GIS-1). Kao što se može vidjeti iz crteža, na statoru takvog generatora postoje široki i uski utori. Namot polja, čiji se svici nalaze u širokim utorima statora, napaja se istosmjernom strujom. Magnetsko polje ovih namota je zatvoreno kroz zube statora i izbočine rotora kao što je prikazano na sl. 3 s isprekidanom linijom.
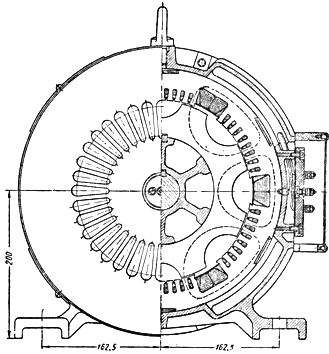
Riža. 3. Generator indukcijske struje s povećanom frekvencijom.
Kada se rotor okreće, magnetsko polje koje se kreće duž izbočina rotora prelazi zavoje namota izmjenične struje koji se nalaze u uskim utorima statora i inducira izmjenični e. itd. c. Učestalost ovog e. itd. c. ovisi o brzini vrtnje i broju ušiju rotora. Elektromotorne sile inducirane istim fluksom u namotima namotanim poljem međusobno se poništavaju zbog nadolazećeg aktiviranja zavojnica.
Uzbudna zavojnica se napaja preko selenskog ispravljača spojenog na izmjeničnu mrežu. I stator i rotor imaju magnetske jezgre od čeličnog lima.
Generatori s opisanim dizajnom proizvode se s nazivnom snagom od 1,5; 3 i 6 kW i na frekvencijama 400, 600, 800 i 1200 Hz. Nazivna brzina vrtnje sinkronih generatora je 3000 o/min.