Električna oprema elektrolučnih peći
Uređaj za lučnu peć
 Glavna svrha elektrolučnih peći je taljenje metala i legura. Postoje izravne i neizravne lučne peći. U lučnim pećima s izravnim paljenjem, luk gori između elektroda i rastaljenog metala. U neizravnim lučnim pećima — između dviju elektroda. Najrasprostranjenije su lučne peći s izravnim grijanjem koje se koriste za taljenje željeznih i vatrostalnih metala. Neizravne lučne peći koriste se za taljenje obojenih metala, a ponekad i lijevanog željeza.
Glavna svrha elektrolučnih peći je taljenje metala i legura. Postoje izravne i neizravne lučne peći. U lučnim pećima s izravnim paljenjem, luk gori između elektroda i rastaljenog metala. U neizravnim lučnim pećima — između dviju elektroda. Najrasprostranjenije su lučne peći s izravnim grijanjem koje se koriste za taljenje željeznih i vatrostalnih metala. Neizravne lučne peći koriste se za taljenje obojenih metala, a ponekad i lijevanog željeza.
Elektrolučna peć je obložena ljuska zatvorena svodom, elektrode se spuštaju unutra kroz otvor na svodu koji zahvaća u držače elektroda koji su spojeni na vodilice. Taljenje naboja i obrada metala odvija se zbog topline električnog luka koji gori između naboja i elektroda.
Za održavanje luka primjenjuje se napon od 120 do 600 V i struja od 10-15 kA. Niže vrijednosti napona i struja vrijede za peći kapaciteta 12 tona i snage 50.000 kVA.
Dizajn elektrolučne peći osigurava odvodnju metala kroz drenažnu pumpu. Troska se pumpa kroz radni prozor izrezan u kućištu.
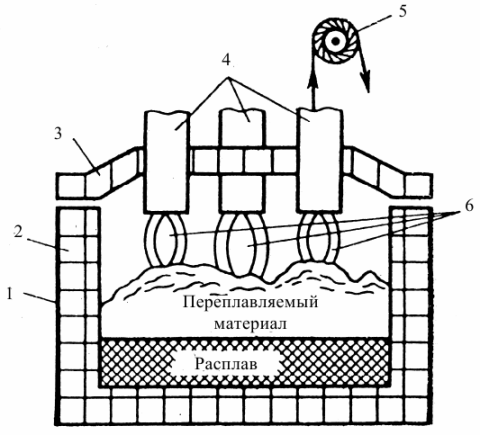
Elektrolučna peć: 1 — čelično tijelo; 2 — vatrostalna obloga; 3 — krov peći; 4 — elektrode; 5 — mehanizam za podizanje elektroda; 6 — duga
Tehnološki proces taljenja metala u elektrolučnoj peći
Obrada krutog punjenja unesenog u elektrolučnu peć počinje od faze taljenja, u ovoj fazi se u peći pali luk i počinje topljenje šarže ispod elektroda. Kako se naboj topi, elektroda se spušta, stvarajući jamice za ubrzanje. Karakteristična značajka faze taljenja je neugodno gorenje električnog luka. Niska stabilnost luka je zbog niske temperature u peći.
Prijelaz luka s jednog naboja na drugi, kao i brojni prekidi luka od radnih kratkih spojeva, koji su uzrokovani kolapsima i pomicanjima vodljivih dijelova naboja. Ostale faze obrade metala su u tekućem stanju i karakterizirane su tihim gorenjem luka. Međutim, potreban je širok raspon operativne kontrole i visoka točnost održavanja ulazne snage u peć. Kontrola snage osigurava potreban napredak metalurške reakcije.
Razmotrene karakteristike tehnološkog procesa zahtijevaju od elektrolučne peći:
1) Sposobnost brzog reagiranja na radne kratke spojeve i prekide luka, brzo uspostavljanje normalnih električnih uvjeta i ograničavanje radnih struja kratkog spoja na prihvatljive granice.
2) Fleksibilnost kontrole ulazne snage peći.
Električna oprema lučnih peći
 Instalacija elektrolučne peći uključuje, osim same peći i njezinih mehanizama s električnim ili hidrauličkim pogonom, i dodatnu električnu opremu: transformator peći, žice od transformatora do elektroda elektrolučne peći — tzv. mreža, razvodna jedinica (RU) na visokonaponskoj strani transformatora s pećnim sklopkama; regulator snage; nadzorne ploče i konzole, upravljanje i signalizacija; uređaj za programiranje za kontrolu načina rada peći itd.
Instalacija elektrolučne peći uključuje, osim same peći i njezinih mehanizama s električnim ili hidrauličkim pogonom, i dodatnu električnu opremu: transformator peći, žice od transformatora do elektroda elektrolučne peći — tzv. mreža, razvodna jedinica (RU) na visokonaponskoj strani transformatora s pećnim sklopkama; regulator snage; nadzorne ploče i konzole, upravljanje i signalizacija; uređaj za programiranje za kontrolu načina rada peći itd.
Postrojenja elektrolučnih peći veliki su potrošači električne energije, njihovi jedinični kapaciteti mjere se u tisućama i desecima tisuća kilovata. Potrošnja električne energije za topljenje tone čvrstog punjenja doseže 400-600 kWh-h. Stoga se peći napajaju iz mreže 6, 10 i 35 kV preko transformatora za smanjenje vrijednosti peći (maksimalne vrijednosti napona sekundarnog voda transformatora obično su u rasponu do 320 V za male i srednje peći kapaciteta i do 510 V za velike peći) .
 S tim u vezi, instalacije peći karakteriziraju prisutnost posebne podstanice peći s transformatorom i sklopnim uređajima. U novim instalacijama koriste se ormari iz cjelovitih razvodnih jedinica (KRU) izrađenih prema jedinstvenim shemama. Podstanice peći nalaze se u neposrednoj blizini peći. Ploče i komandne ploče za instalaciju čeličnih peći kapaciteta do 12 tona postavljaju se u sklopu ložišne podstanice sa servisnim komandnim pločama iz radionice (s radne platforme). Za veće peći mogu se predvidjeti zasebne kontrolne sobe s prikladnim pogledom na radne prozore peći.
S tim u vezi, instalacije peći karakteriziraju prisutnost posebne podstanice peći s transformatorom i sklopnim uređajima. U novim instalacijama koriste se ormari iz cjelovitih razvodnih jedinica (KRU) izrađenih prema jedinstvenim shemama. Podstanice peći nalaze se u neposrednoj blizini peći. Ploče i komandne ploče za instalaciju čeličnih peći kapaciteta do 12 tona postavljaju se u sklopu ložišne podstanice sa servisnim komandnim pločama iz radionice (s radne platforme). Za veće peći mogu se predvidjeti zasebne kontrolne sobe s prikladnim pogledom na radne prozore peći.
Elektrolučne peći troše značajne struje, mjerene u tisućama i desecima tisuća ampera. Takve struje stvaraju velike padove napona čak i uz male aktivne i induktivne otpore strujnih krugova za napajanje elektroda. Kao rezultat toga, transformator peći postavljen je u neposrednoj blizini peći u posebnoj podstanici peći. Krugovi koji povezuju transformator peći i elektrode peći i imaju malu duljinu i složenu strukturu nazivaju se kratka mreža.
 Kratka mreža elektrolučne peći sastoji se od sabirnice u transformatorskoj komori, savitljivog kabelskog niza, cijevnih sabirnica, držača elektrode i elektrode koja se kreće zajedno s kolicima. U elektrolučnim pećima kapaciteta do 10 tona koristi se shema "zvijezda elektroda", kada su sekundarni namoti transformatora peći spojeni u trokut na izlazu iz komore. Druge sheme kratke mreže, koje omogućuju smanjenje njegove reaktancije, koriste se za snažnije peći.
Kratka mreža elektrolučne peći sastoji se od sabirnice u transformatorskoj komori, savitljivog kabelskog niza, cijevnih sabirnica, držača elektrode i elektrode koja se kreće zajedno s kolicima. U elektrolučnim pećima kapaciteta do 10 tona koristi se shema "zvijezda elektroda", kada su sekundarni namoti transformatora peći spojeni u trokut na izlazu iz komore. Druge sheme kratke mreže, koje omogućuju smanjenje njegove reaktancije, koriste se za snažnije peći.
Indukcijski motori s kaveznim kavezom od 380 V pri 1-2 kW u malim pećima do 20-30 kW u većim pećima obično se koriste u električnim pogonima mehanizama peći. Motori pogona za pomicanje elektroda - istosmjerna struja koju napaja električni stroj ili magnetska pojačala, kao i tiristorski pretvarači. Ovi pogoni dio su neovisne jedinice — regulatora snage peći.
 U pećima kapaciteta većeg od 20 tona, da bi se povećala produktivnost i olakšao rad čeličanama, predviđeni su uređaji za miješanje tekuće kupke metala na principu putujućeg magnetskog polja.Stator s dva namota postavljen je ispod dna peći od nemagnetskog materijala, čije su struje izvan faze za 90 °. Putujuće polje koje stvaraju namoti statora pokreće metalne slojeve. Prilikom prebacivanja zavojnica moguće je promijeniti smjer kretanja metala. Frekvencija struje u statoru miješalice je od 0,3 do 1,1 Hz. Uređaj se napaja frekvencijskim pretvaračem električnog stroja.
U pećima kapaciteta većeg od 20 tona, da bi se povećala produktivnost i olakšao rad čeličanama, predviđeni su uređaji za miješanje tekuće kupke metala na principu putujućeg magnetskog polja.Stator s dva namota postavljen je ispod dna peći od nemagnetskog materijala, čije su struje izvan faze za 90 °. Putujuće polje koje stvaraju namoti statora pokreće metalne slojeve. Prilikom prebacivanja zavojnica moguće je promijeniti smjer kretanja metala. Frekvencija struje u statoru miješalice je od 0,3 do 1,1 Hz. Uređaj se napaja frekvencijskim pretvaračem električnog stroja.
Motori koji opslužuju mehanizme lučnih peći rade u teškim uvjetima (prašnjavo okruženje, blizina visoko zagrijanih konstrukcija peći), stoga imaju zatvorenu konstrukciju s izolacijom otpornom na toplinu (kransko-metalurška serija).
Jedinice transformatora peći
 Instalacije elektrolučnih peći koriste posebno dizajnirane trofazne transformatore uronjene u ulje. Snaga pećnog transformatora je, nakon kapaciteta, drugi najvažniji parametar elektrolučne peći i određuje trajanje taljenja metala, što značajno utječe na performanse peći. Ukupno vrijeme taljenja čelika u lučnoj peći je do do 1-1,5 sati za peći kapaciteta do 10 tona i do 2,5 sata za peći kapaciteta do 40 tona.
Instalacije elektrolučnih peći koriste posebno dizajnirane trofazne transformatore uronjene u ulje. Snaga pećnog transformatora je, nakon kapaciteta, drugi najvažniji parametar elektrolučne peći i određuje trajanje taljenja metala, što značajno utječe na performanse peći. Ukupno vrijeme taljenja čelika u lučnoj peći je do do 1-1,5 sati za peći kapaciteta do 10 tona i do 2,5 sata za peći kapaciteta do 40 tona.
Napon na elektrolučnoj peći tijekom taljenja mora se mijenjati u prilično širokom rasponu. U prvoj fazi taljenja, kada se otpad topi, u peć se mora unijeti maksimalna snaga kako bi se ovaj proces ubrzao. Ali s hladnim punjenjem, luk je nestabilan. Stoga, za povećanje snage, potrebno je povećati napon. Trajanje faze taljenja je 50% ili više od ukupnog vremena taljenja, dok se troši 60-80% električne energije.U drugoj i trećoj fazi - tijekom oksidacije i pročišćavanja tekućeg metala (uklanjanje štetnih nečistoća i spaljivanje viška ugljika), luk gori tiše, temperatura u peći je viša i duljina luka se povećava.
Kako bi se izbjeglo prijevremeno oštećenje obloge peći, luk se skraćuje snižavanjem napona. Osim toga, za peći u kojima se mogu taliti različite vrste metala, uvjeti taljenja se mijenjaju u skladu s tim, a time i potrebni naponi.
 Da bi se osigurala mogućnost regulacije napona elektrolučnih peći, transformatori koji ih napajaju izrađuju se s više stupnjeva niskog napona, obično s preklapanjem odvojaka za namot visokog napona (12 ili više stupnjeva). Transformatori snage do 10 000 kV-A opremljeni su okidačem. Snažniji transformatori imaju prekidač opterećenja. Za male peći koriste se dva do četiri stupnja, kao i najjednostavniji način regulacije napona - prebacivanje namota visokog napona (VN) iz trokuta u zvijezdu.
Da bi se osigurala mogućnost regulacije napona elektrolučnih peći, transformatori koji ih napajaju izrađuju se s više stupnjeva niskog napona, obično s preklapanjem odvojaka za namot visokog napona (12 ili više stupnjeva). Transformatori snage do 10 000 kV-A opremljeni su okidačem. Snažniji transformatori imaju prekidač opterećenja. Za male peći koriste se dva do četiri stupnja, kao i najjednostavniji način regulacije napona - prebacivanje namota visokog napona (VN) iz trokuta u zvijezdu.
Kako bi se osiguralo stabilno gorenje izmjeničnog luka i ograničili prenaponi tijekom kratkog spoja između elektrode i naboja s 2-3 puta većom od nazivne struje elektrode, ukupna relativna reaktancija instalacije trebala bi biti 30-40%. Reaktancija transformatora peći je 6-10%, otpor kratke mreže za male peći je 5-10%. Stoga je na VN strani transformatora za peći kapaciteta do 40 tona predviđen uzvodni reaktor s otporom od oko 15-25% koji se nalazi u kompletu transformatorskog bloka. Reaktor je izveden kao prigušnica s nezasićenom jezgrom.
 Svi energetski transformatori elektrolučnih peći opremljeni su plinskom zaštitom. Plinska zaštita, kao glavna zaštita transformatora peći, provodi se u dva stupnja: prvi stupanj utječe na signal, drugi isključuje instalaciju.
Svi energetski transformatori elektrolučnih peći opremljeni su plinskom zaštitom. Plinska zaštita, kao glavna zaštita transformatora peći, provodi se u dva stupnja: prvi stupanj utječe na signal, drugi isključuje instalaciju.
Automatska regulacija snage lučnih peći. Kako bi se osigurao normalan i visokoučinkovit rad, elektrolučne peći opremljene su automatskim regulatorima snage (AR), koji održavaju konstantnost zadane snage električnog luka. Rad automatskog regulatora snage elektrolučne peći temelji se na promjeni položaja elektroda u odnosu na opterećenje - u lučnim pećima s izravnim grijanjem ili međusobno u lučnim pećima s neizravnim grijanjem, tj. u oba slučaja, lučne peći koriste regulaciju duljine. Pogonski uređaji su najčešće elektromotori.
Regulacija električnih načina rada elektrolučne peći
 Ispitivanje struktura omogućuje prikaz mogućih načina podešavanja njegovog električnog načina rada:
Ispitivanje struktura omogućuje prikaz mogućih načina podešavanja njegovog električnog načina rada:
1) Promjena napona napajanja.
2) Promjena otpora luka, tj. promjena njegove dužine.
Obje metode se koriste u modernim instalacijama. Grubo podešavanje načina rada provodi se prebacivanjem stupnjeva sekundarnog napona transformatora, točnije - pomoću mehanizma za kretanje. Mehanizmi za pomicanje elektroda kontroliraju se pomoću automatskih regulatora snage (AWS).
Radno mjesto lučnih peći mora osigurati:
1) Automatsko paljenje luka
2) Automatsko uklanjanje prekida luka i radnih kratkih spojeva.
3) Brzina odziva je oko 3 sekunde kada se eliminiraju prekidi luka radnog kratkog spoja
4) Aperiodična priroda procesa regulacije
5) Sposobnost glatke promjene ulazne snage peći, unutar 20-125% od nominalne i održavati je s točnošću od 5%.
6) Zaustavljanje elektroda kada nestane napon napajanja.
Aperiodična priroda procesa upravljanja je neophodna kako bi se isključilo spuštanje elektroda tekućeg metala, koje ga mogu karbonizirati i pokvariti topljenje, kao i isključiti lomljenje elektroda kada dođu u dodir s krutim nabojem. Usklađenost s ovim zahtjevom osigurava zaštitu od gore navedenih načina rada u slučaju hitnog ili operativnog isključivanja peći.
Elektrolučne peći kao potrošači električne energije
 Elektrolučne peći su snažan i neugodan potrošač elektroenergetskog sustava. Radi s niskim faktorom snage = 0,7 — 0,8, snaga potrošena iz mreže varira tijekom topljenja, a električni način rada karakteriziraju česti udari struje, do loma luka, radni kratki spojevi. Lukovi generiraju visokofrekventne harmonike koji su nepoželjni za ostale potrošače i uzrokuju dodatne gubitke u elektroenergetskoj mreži.
Elektrolučne peći su snažan i neugodan potrošač elektroenergetskog sustava. Radi s niskim faktorom snage = 0,7 — 0,8, snaga potrošena iz mreže varira tijekom topljenja, a električni način rada karakteriziraju česti udari struje, do loma luka, radni kratki spojevi. Lukovi generiraju visokofrekventne harmonike koji su nepoželjni za ostale potrošače i uzrokuju dodatne gubitke u elektroenergetskoj mreži.
Da bi se povećao faktor snage, kondenzatori se mogu spojiti na sabirnice glavne trafostanice, napajajući skupine peći, jer sa strujnim udarima reaktivna snaga fluktuira u velikim granicama, potrebno je osigurati mogućnost brze promjene tog kapaciteta. Za takvu regulaciju možete koristiti visoki napon tiristorske sklopkekontrolira krug kako bi CM bio blizu 1. Za borbu protiv viših harmonika koriste se filtri podešeni na najintenzivnije harmonike.
Široko se koristi distribucija podstanica peći za neovisno napajanje priključenih na druge potrošače za napone od 110, 220 kV. U tom slučaju, distorzija krivulja struje i napona za druge potrošače može se držati unutar prihvatljivih granica.